公差是指零件实际尺寸与理想尺寸之间允许的最大差值。在工程制图中,公差可分别采用极限偏差和公差带代号来标注,也可以将公差带代号与极限偏差一起标注。
孔和轴
根据 GB/T 1800.1 的定义:孔是指工件的内尺寸要素,轴是指工件的外尺寸要素
极限偏差
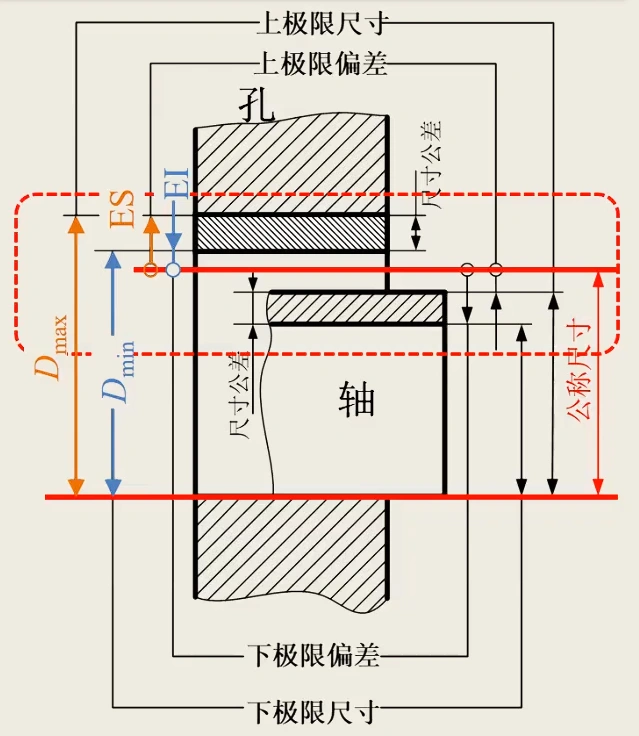
公称尺寸是理想形状要素的尺寸,孔用 D表示、轴用 d表示;
一个尺寸要素所允许的最大尺寸称为上极限尺寸,允许的最小尺寸称为下极限尺寸,孔分别用 Dmax和 Dmin表示、轴分别用 dmax 和 dmin表示;
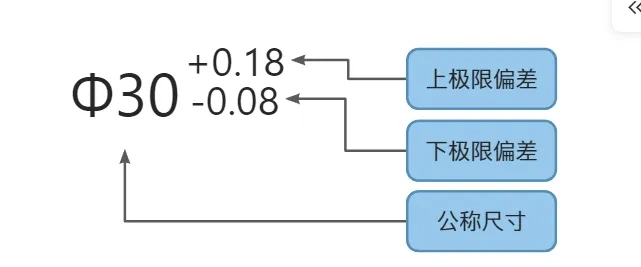
上极限尺寸与公称尺寸的代数差称为上极限偏差,孔用 ES、 轴用es表示,下极限尺寸与公称尺寸的代数差称为下极限偏差,孔用 EI、轴用 ei表示。上、下极限偏差是有符号的,可能为正,也可能为负;
公差是上极限尺寸与下极限尺寸之差,是一个无符号的绝对值,孔用 TH 表示、轴用 TS表示。
因此有,公差 = 上极限尺寸 - 下极限尺寸 = 上极限偏差 - 下极限偏差。
孔:$ T_H = D_{max} - D_{min} = ES - EI $
轴:$ T_S = d_{max} - d_{min} = es - ei $
尺寸极限偏差的标注
- 极限偏差表在公称尺寸后面,上极限偏差在上,下极限偏差在下,按小数点位数对齐,如果小数点位数不统一,在位数少的后面补 0, 下偏差与公称尺寸底部对齐;
- 上偏差可以为负值,下偏差也可以为正值,但上偏差必须大于下偏差;
- 上、下偏差的绝对值相等时,使用
±符号加数值表示。
公差带与公差带代号
公差带
公差带是指上极限尺寸和下极限尺寸之间可能的尺寸范围,将孔和轴的极限偏差图示画在一起,其中上极限偏差与下极限偏差夹的阴影区域即公差带,将其简化后得到公差带图。
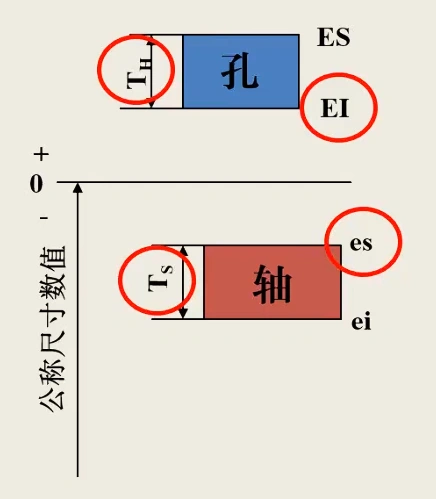
公差带图
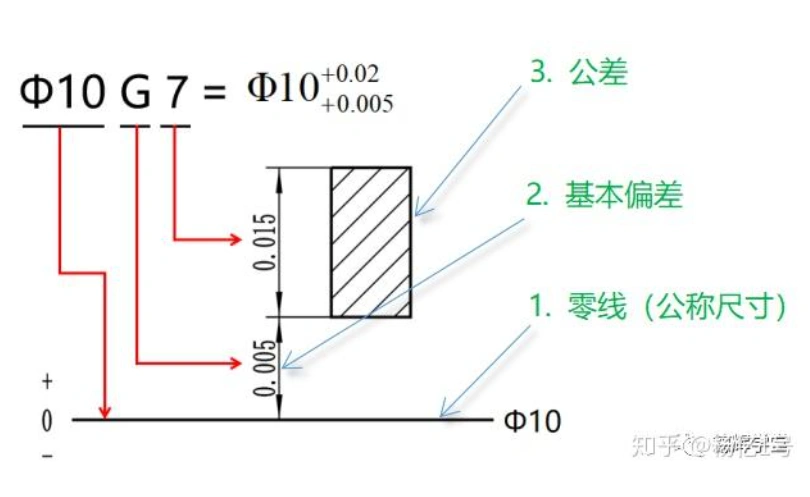
公差带代号
公差带代号是基本偏差和标准公差等级的组合,它包含了公差大小和相对于公称尺寸的公差带位置的信息,它由公称尺寸、基本偏差代号和标准公差等级三部分组成:
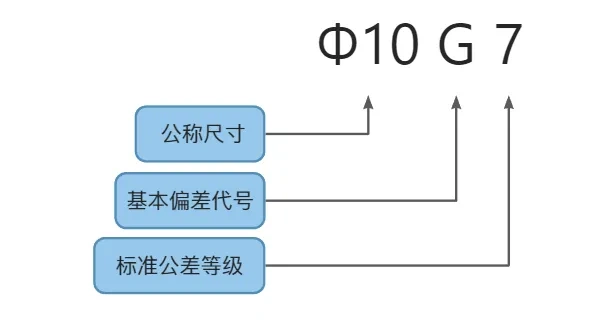
基本偏差代号
其中,基本偏差表示出了公差带相对于公称尺寸的位置,它是公差带与公称尺寸最近的那个极限偏差。基本偏差代号是对基本偏差的标准化:
对于孔来说,基本偏差代号用大写字母A, B, C, ... ZA, ZB, ZC(不含字母I,L,O,Q,W)表示;
其中,代号A的公差带距离公称尺寸(零线)距离最远,即基本偏差最大,它在零线的上方。代号越往后边公差带越往下掉,到H的时候,下极限偏差为0,即基本偏差为0,再往后,公差带继续往下掉,到ZC掉到最底端:
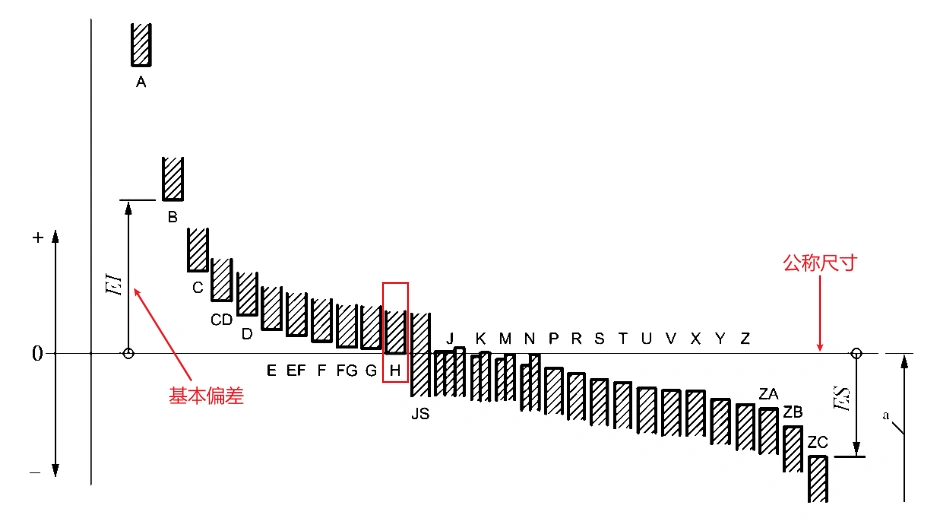
孔的公差带相对于公称尺寸的位置
对于轴来说,基本偏差代号用小写字母a, b, ... zb, zc表示;代号为a的公差带距离公称尺寸(零线)最远,且在零线的下方。代号越往后边,公差带越往上升,到代号h的时候,上极限偏差为0,即基本偏差为0,再往后走继续上升,一直到zc;
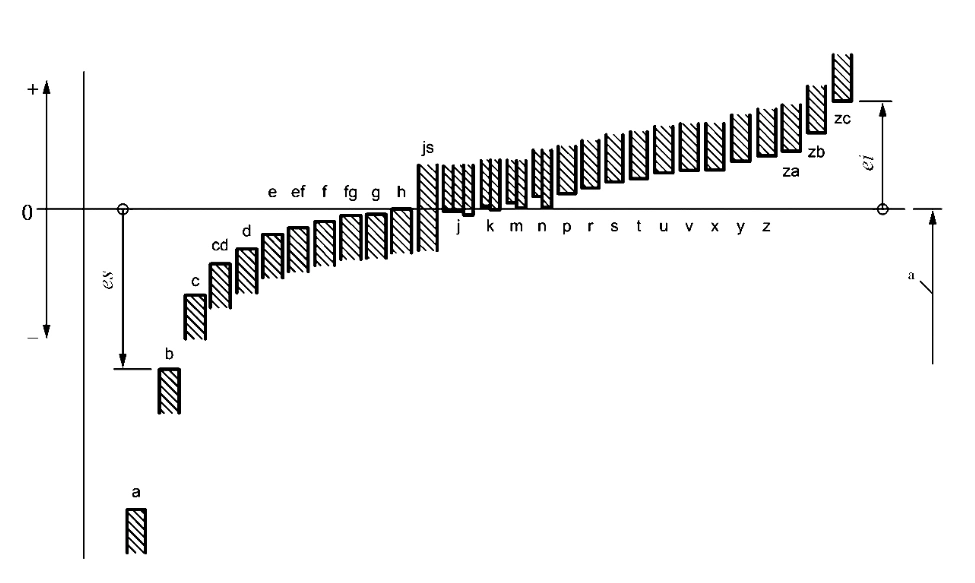
轴的公差带相对于公称尺寸的位置
可以看出,对于同一个公称尺寸,孔和轴的公差带位置是以零线为中心,呈对称分布。
标准公差等级
标准公差等级表示了公差的大小,从IT01 ~ IT18, 一共 20 个等级。公差等级越小,公差要求越高,表示精度越高,加工难度也就越大。

公差带代号与极限公差的转换
对于一个给定的公差带代号如Ø25G7 ,可通过查表(GB/T 1800.2-2020:孔的极限偏差表)获得其对应的极限公差数值:得Ø25G7 = Ø25(+0.007, +0.028),轴的公差带代号表示同理也可查表获得。
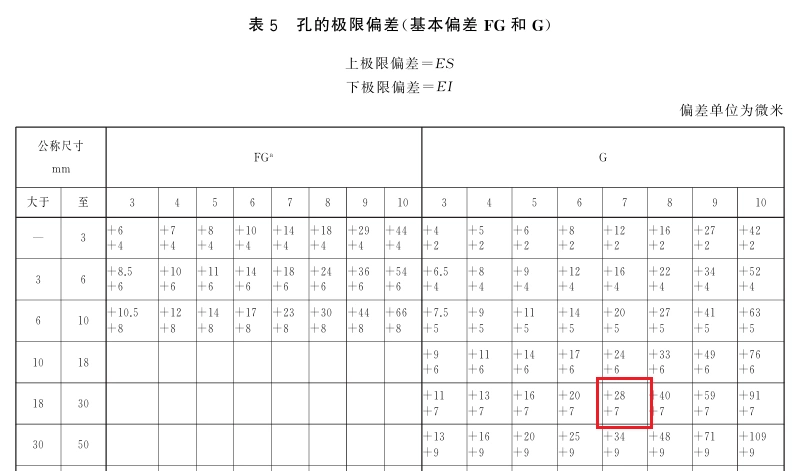
此外,在使用公差带代号与极限偏差一起标注公差时,将偏差数值注在尺寸公差带代号之后,并加圆括号:
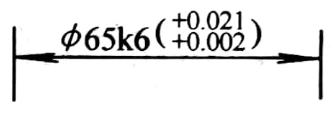
三种配合方式
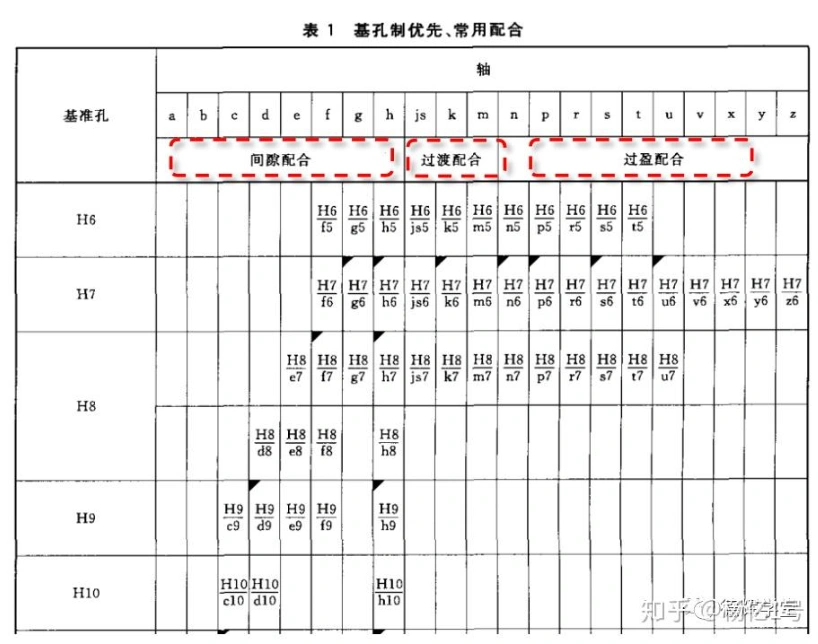
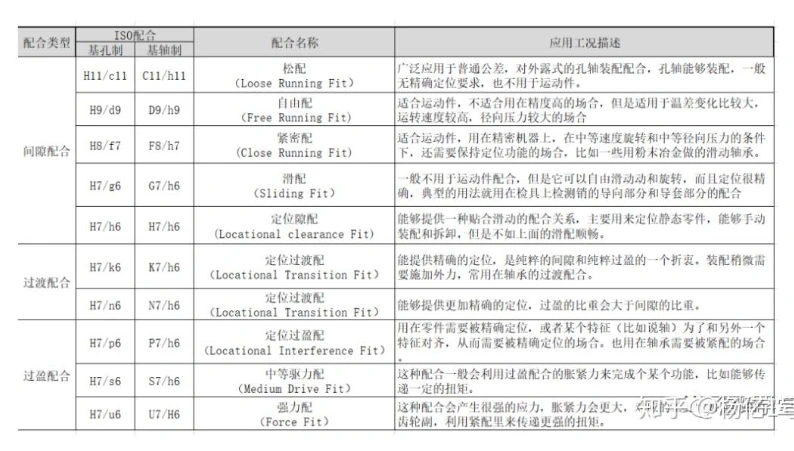
配合是指公称尺寸相同且相互结合的孔和轴的公差带之间的关系,有间隙配合、过盈配合和过渡配合三种方式。
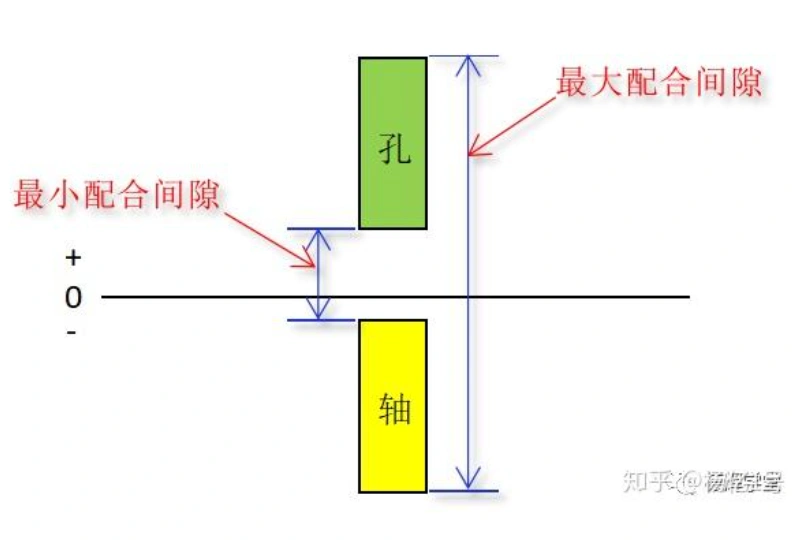
间隙配合
孔的公差带永远在轴的公差带之上,配合后孔轴之间存在间隙,最小配合间隙大于等于0:
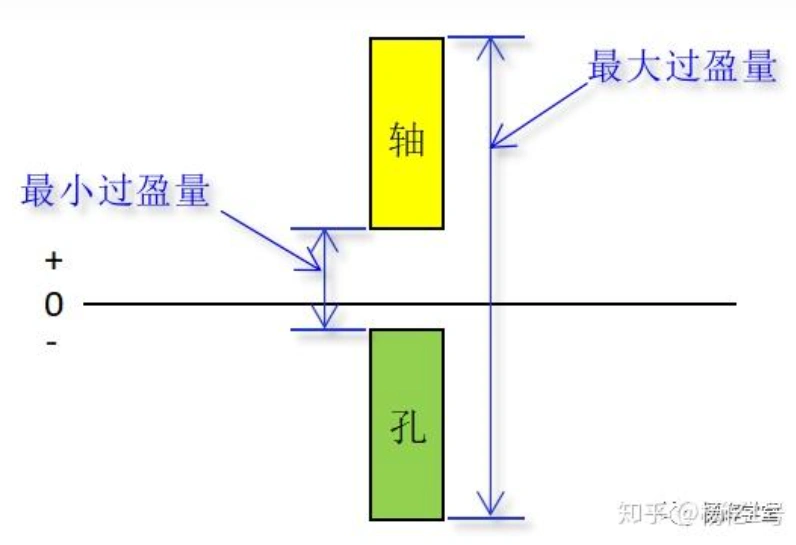
过盈配合
即轴的公差带永远在孔的公差带之上,轴大于孔,最小过盈量必须大于等于0
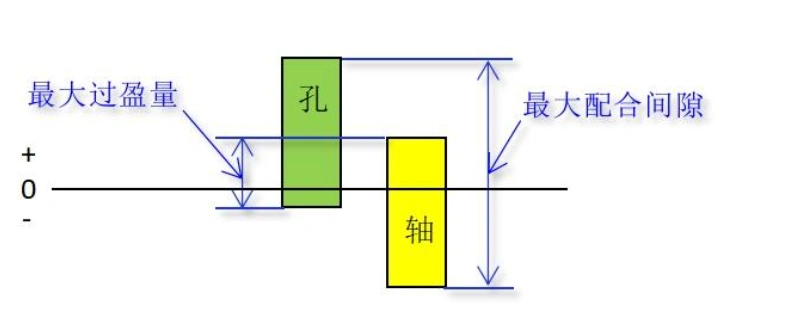
过渡配合
即孔和轴的公差带存在重叠部分,配合后孔轴之间可能存在间隙,也可能过盈:
基准制
将孔或轴的公差带固定下来,改变另一配合件的公差带位置,形成的配合称为基准制。
基孔制: 基本偏差为0(H)的孔的公差带,与不同基本偏差的轴的公差带形成的各种配合;
基轴制: 基本偏差为0(h)的轴的公差带,与不同基本偏差的孔的公差带形成的各种配合。
可以通俗地理解为:在选择孔轴的配合类型时,根据需求将孔(或轴)视为标准件,使其基本偏差为0(H或h),再根据所需要的配合类型选择轴(或孔)的基本偏差。
例如,在选择轴承内圈与轴的配合时,由于轴承为标准件,因此可将其内圈视为基准孔,采用基孔制配合;而选择外圈与安装座孔之间的配合时,将外圈视为基准轴,采用基轴制。
配合类型的识别
对于一个给定的配合类型,可通过查表获得其属于哪种类型的配合
例如:Ø8H8/f7 ,查表可知其属于基孔制的间隙配合。
快捷判断方式:
- 孔的基本偏差如果在H以前(A-H), 这时孔的公差带肯定在零线以上,如果配合轴的基本偏差也在h以前(a-h),轴的公差带肯定在零线以下,所以这时两者配合起来,肯定是间隙配合;
- 如果轴的公差带全部在孔的公差带上方,那就是过盈配合, 对应的字母是n(或N)以及之后的字母;也就是说,只要在基准制配合中,无论孔或者轴,偏差字母是n或者N,以及之后的字母,就是过盈配合;
- 孔轴公差只要有重叠区域那就是过渡配合 对应的字母是js, k,m或(JS K M);也就是说,在基准制配合中,无论孔或者轴,出现的偏差代号是js, k,m或(JS K M)的,就是过渡配合。
例如:
Ø30H8/e7,Ø30H7/f6—— 基孔制的间隙配合;Ø30H7/k7,Ø30H8/m7—— 基孔制的过盈配合;Ø30H7/n6,Ø30H7/p6—— 基孔制的间隙配合;Ø30G7/h6,Ø30F8/h7—— 基轴制的间隙配合;Ø30K7/h6,Ø30M8/h7—— 基轴制的过渡配合;Ø30N7/h6,Ø30P7/h6—— 基轴制的过盈配合。
配合与公差等级的选择
配合制的选取
首先确定是“基孔制配合(H)”还是“基轴制配合(h)”,配合制对于零件的功能没有技术性的差别,应基于经济因素选择配合制;
通常情况下应选择“基孔制配合”,因为轴较孔更易于加工;
然后根据配合要求(间隙、过盈)确定轴的公差带代号。
标准公差等级的选取
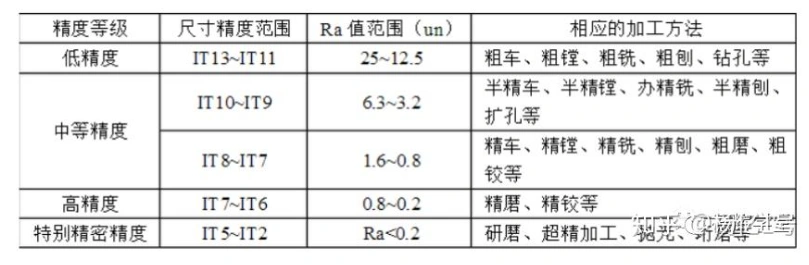
在满足应用需求的前提下,公差等级要求应尽可能地松散,以降低加工难度、节约成本;
还要根据不同的加工方式能达到的精度进行选取,如在切削加工中:
推荐的优先配合
参考
https://zhuanlan.zhihu.com/p/141631992
GB/T 1800.1 线性尺寸公差ISO代号体系 第1部分:公差、偏差和配合的基础
GB/T 1800.2 线性尺寸公差ISO代号体系 第2部分:标准公差带代号和孔、 轴的极限偏差表